當前,高壓防爆電機為了達到防爆要求,引出線通常采用螺栓連接,目前主要有錫焊和硬纖焊兩種連接方式。采用錫鉛焊料連接,存在錫鉛焊料易熔化的缺點,且焊料含鉛有毒,屬禁用產品;用硬纖焊焊接,效率低,焊接設備昂貴。因此,擬將接線螺栓與電纜采用壓接的方法連接來滿足產品要求和國家節能減排的環保要求。
1.具體方桉采用壓接方式將接線螺栓與電纜連接起來,首先要解決的問題有:黃銅H62壓接易斷裂;黃銅H62導電性比紫銅差,需增大壓接面積及導電面積;黃銅壁厚,壓接力大。根據這些難點設計合理的壓接結構,制作試件進行壓接試驗。各項試驗參數均應穩定控制在標準范圍內:
(1)壓接電阻。端頭壓接部位的電阻應不大于所連接同長度導線電阻的2倍。
(2)短時耐受電流。端頭不應產生變形、熔接、熔斷、導線脫出等缺陷。
(3)耐拉力。拉力試驗時不應產生端頭與導線間的滑動,導線在壓接部位斷裂或拔出,端頭變形等缺陷。
(4)熱循環試驗。壓接部位的溫升不得高于距連接導線0.5m處8K。
2.設計壓接結構
壓接接線螺栓示意圖如圖所示。
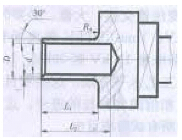
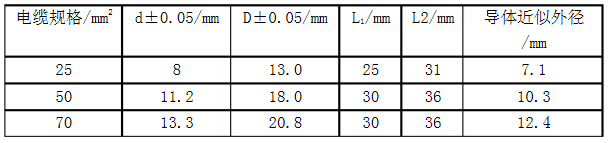
(1)確定壓接接線螺栓內徑和外徑。查閱電纜導體近似外徑并結合電纜導體實測數據,依據電纜導體插入應略緊且兼顧方便插入的原則,確定壓接接線螺栓內徑d;依據壓接接線螺栓內徑和電纜規格,計算推導壓接接線螺栓環形面積,根據JB/T 2436.2-1994標準,確定壓接接線螺栓外徑D。
(2)確定壓接接線螺栓長度和內徑深度。由于黃銅H62導電性比紫銅差,需增大壓接面積及導電面積,因此為提高壓接、導電的可靠性,應進行二次壓接,根據液壓鉗寬度,確定壓接接線螺栓長度L1,壓接接線螺檢內徑深度L2,L2比L1略長。
壓接接線螺栓各部位尺寸如圖所示。
3.壓接試驗
把相應規格的電纜去皮,長度大于接線螺栓深度1~3mm;接線螺栓內孔清理干凈,把電纜導體插入其中,用液壓鉗及相應壓頭進行壓接,一次壓接在端部5~7mm處,壓接時電纜導體插入接線螺栓內孔底部,二次壓接在根部,壓接后的部位形成清晰的正六方體。
4 質量檢查
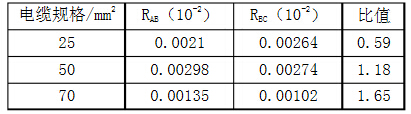
4.1壓接電阻檢測
壓接電阻檢測示意圖
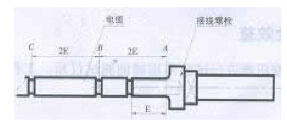
根據標準需檢測A、B和B、C間電阻(分別為如、R彤),端頭壓接部位的電阻與所連接同長度導線電阻的比值為:(2RAB一RBC)/RBC,壓接電阻檢測結果如圖所示。


發表評論